������ꑵ������L��ֲ�һ���L�_100�ף����L�Ŀ��_500�ס�Ȼ���������oֱ�����^5���ף������f��ֲ��������ġ����L���ӡ���������ˮ���B(y��ng)��ͨ�^�w�������o�L���x��ݔ�͵�����ķ�֦���~�ӣ��ԾS��������������Ӻ����v���ã��@��Ҫ���ٗl�������Ъ��صă�(n��i)���Y(ji��)��(g��u)���M�и�Ч��Һ�w�\ݔ��
��������ϵ���������͌��Y(ji��)��(g��u)-�����P(gu��n)ϵ�����⌦�����O(sh��)Ӌ������Ҫ��ָ��(d��o)���x���c�����(sh��)ľ��ֲ��һ�ӣ��ٗl�ɪ��ص�����ͨ���Y(ji��)��(g��u)�ͻ��|(zh��)(�w�S�ء����w�S�غ�ľ�|(zh��)��)�M�ɡ�����ͨ�^��������(d��o)�����¶����ԽM�b���L����K�γ��������ķּ���Y(ji��)��(g��u)���@Щ���صĶ�߶ȿY(ji��)��(g��u)�����g���L�������ͨ���Y(ji��)��(g��u)�x���ٗl���˚J���Һ�wݔ��Ч�ʺ̓�ˮ�������c��Ȼ���������ȣ��˹��ϳɲ��ϵ��M����Ҫ��ͨ�^�_�l(f��)�µĺϳɽY(ji��)��(g��u)���϶����ǃ�(y��u)���F(xi��n)�в��ϵ��^�Y(ji��)��(g��u)�팍�F(xi��n)�ġ���ˣ������{�׳߶ȵĶ�߶ȷ����O(sh��)Ӌ�����_�l(f��)�����벻���ij��Y(ji��)��(g��u)���ϡ�Ȼ�������ٗl������Y(ji��)��(g��u)�D(zhu��n)����ϳɲ�����һ헾�������(zh��n)�Ե��΄�(w��)������ԭ����������(f��)�s�ĿY(ji��)��(g��u)��Ҫ�ڶ����S��(�L�ȡ��߶Ⱥ��ΑB(t��i))�Ϗ�(f��)�ơ�
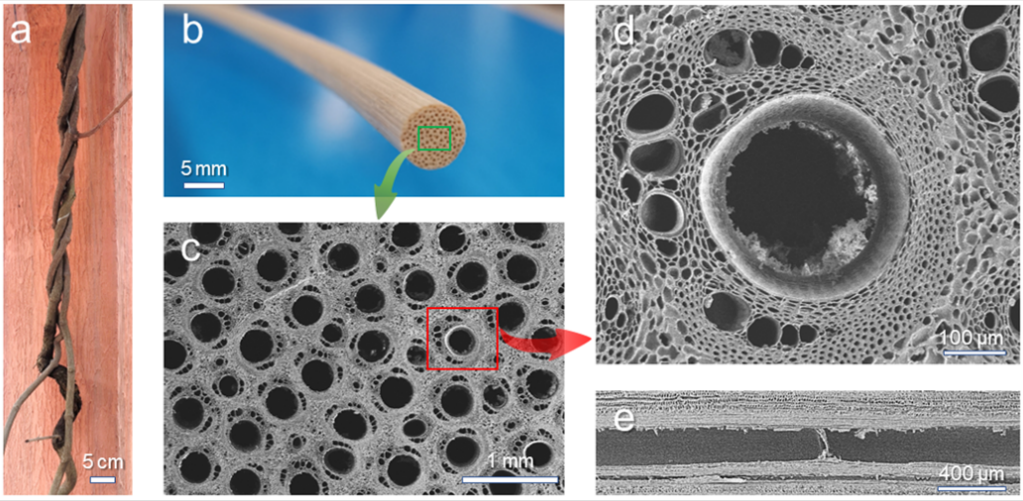
�D1.�ٗl�����^�Y(ji��)��(g��u)
���b�ڴˣ���ɽ��W(xu��)���ϿƌW(xu��)�c���̌W(xu��)Ժ���ĝ����ڈF��_�l(f��)��һ�N���͵�һ�w���O(sh��)Ӌ����������������T�켼�g(sh��)�����ڶ�߶��L������ͨ���Y(ji��)��(g��u)�Ę�(g��u)����ԓ���g(sh��)�漰�����wע�띲�T��Һ�У�������T���^�������w�ݳ����γɈA���Κ��ݣ��������ݺͱ����ąf(xi��)ͬ���L���M�b������Ԫ����ȥ�����ݺͱ���ģ�����K�γ��ٗl�����Y(ji��)��(g��u)���ϡ�ԓ�������}����Bubble freeze casting artificial rattan�������°l(f��)����CEJ�ϡ�

���ݵ����Lģʽ?j��ng)Q�������σ�(n��i)���Ŀ�϶�Y(ji��)��(g��u)���D2bչʾ�˚�������T���^���К��ݵ����L�О顣�S�����������L��������u���L����K���Y(ji��)�ڱ�����(n��i)���ښ�������T���^���У����ݵ��^��ʼ�K���ڃ��Y(ji��)���棬�������ݵ����L����ʼ�K���ڻ���ڱ��������L���ʡ��@�N���L���ʵIJ�_���˚��ݲ��������L�еı������w���Ķ���(d��o)�����L�Kֹ����Ȥ���ǣ����ݱ�һȦ�����������@Щ�������ڟo���݅^(q��)��ı���(�D2d)�������܇������ă�(y��u)�����L�F(xi��n)��w���ښ����܇����w�ݳ������������Ч��(y��ng)(�D2e)��

�D2.�˹��ٗl�Ę�(g��u)�������^�Y(ji��)��(g��u)

�D3.��������T���^���К��ݵ��γɺ����L�C��
���˽�ʾ���ݵ��γəC�ƺ����Lģʽ���о��ˆTʹ��ˮ������ʼ��Һ���@�����ˮ�Y(ji��)�ı������ģ��Ա���ͨ�^��W(xu��)�@�R���^����ݵ����L���S�����������L�����w�ڱ������(q��)�����ڃ��Y(ji��)���渻������(d��ng)����_���^͕r�����w�������@Щ���γɵĚ������R��ͬ�����\�������(sh��)���ݕ�׃�����ɚ��ݣ��ڸ�����������Ѹ�����x���Y(ji��)���档ֻ���ٔ�(sh��)���������Ě��ݱ����@��
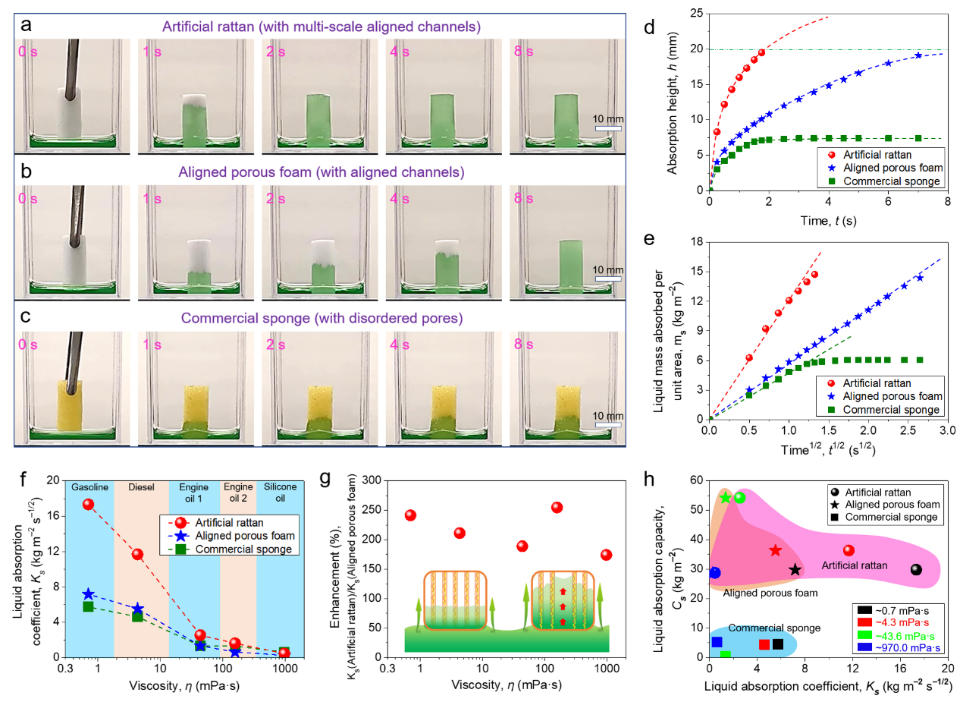
�D4.�˹��ٗl��Һ�wݔ������
��߶��L������ͨ���Y(ji��)��(g��u)���Ԍ��F(xi��n)Һ�w�Ŀ��ٟo����ݔ�͡���D4��ʾ�����ж�߶�����ͨ�����˹��ٗl���F(xi��n)������Һ�wݔ���ٶȣ��H 2s������Ɍ�Һ�w������ 20mm �ĸ߶�����ÿƽ�����˹��ٗl��2s��(n��i)������15.2kgҺ�w���˹��ٗl�Ŀ���Һ�w�������ܚw���ڃ�(n��i)����߶�����ͨ����ë����Ч��(y��ng)��
�\���P(gu��n)ע�߷��ӿƼ�

- �������C����500+ˎ��...
- ���HƷ�ơ�ǰ�ؕ��h�cչλ�D...
- ������AI�ǿء���Ч�����x��...
- 2025�ؑc����չ���c������...
- ���a(ch��n)������٣�������^�Ƽ�...
- 2025Ϳ��ԭ���x�ϴ��
- �Ј���300�|��PMEC China ɫ...
- ����ע�ԣ�2025����������չ...
- ���a���υ��^�A(y��)��ӛ���öY��...
- �ۺ���l(f��)���ИI(y��)���g(sh��)��Ӗ(x��n)����...
- �����ϸ��Լ��ӹ����g(sh��)Ҫ�I(l��ng)��...
- �Ї��ƴ���Ƙ�/���������...
- �B�T��W(xu��)������ڈF� AFM��...
- �Ľ�ƽ�����A�ƴ�F�ţȽ��...
- ̫ԭ������W(xu��)�����ֽ��� Adv...
- ����κ�ܽ��ڈF� CEJ������...
- �Ϸ��Ƽ���W(xu��)�����w���ڈF�...
- ���ϴ�W(xu��)������/����Ⱥ/����...
- ̫ԭ������W(xu��)�~���/��ʯ��...
- ���_������W(xu��)/�����ش�W(xu��) CR...
- ��h��W(xu��)ꐳ������߶���/��...
- ��ƴ��R��l(f��)�݈F� AFM��...